W dzisiejszym przemyśle farmaceutycznym i kosmetycznym proces mycia przestał być postrzegany jako czynność pomocnicza. W dobie rygorystycznych wymogów GMP oraz coraz bardziej czułych metod analitycznych, higiena powierzchni produkcyjnych stała się integralną częścią procesu technologicznego. Każda pozostałość od resztek substancji aktywnych (API), przez komponenty podłoży, aż po same detergenty, stanowi ryzyko kontaminacji krzyżowej, która może zniweczyć wysiłek całego zespołu produkcyjnego.
Skuteczny dobór chemii myjącej to zatem nie tylko kwestia „usuwania brudu”, ale precyzyjne zarządzanie chemią powierzchniową i bezpieczeństwem produktu końcowego.
Diagnoza zanieczyszczeń: Co naprawdę usuwamy?
Punktem wyjścia do opracowania procedury (SOP) musi być rzetelna analiza osadu. W branży kosmetycznej i farmaceutycznej mamy do czynienia z wyjątkowo trudnymi przypadkami:
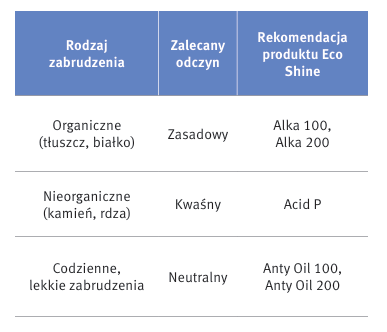
- Zabrudzenia organiczne: To najszersza grupa, obejmująca tłuszcze, oleje mineralne, woski, proteiny oraz szerokie spektrum polimerów. Ich usuwanie opiera się głównie na mechanizmach hydrolizy i zmydlania, dlatego najczęściej stosuje się środki zasadowe.
- Zabrudzenia nieorganiczne: Osady mineralne, tlenki metali czy kamień procesowy z wody technologicznej wymagają podejścia kwasowego. Należy pamiętać, że kwasy pełnią tu również rolę pasywacyjną dla stali nierdzewnej (np. 316L), chroniąc ją przed korozją wżerową. Acid P
- Biofilm i osady mieszane: Największe wyzwanie stanowią emulsje wielofazowe. W ich przypadku czyszczenie jednostopniowe często zawodzi, ponieważ warstwa tłuszczowa może „ekranować” osady mineralne, co wymusza stosowanie procesów sekwencyjnych (zasada–płukanie–kwas).
Dylemat metody: CIP czy mycie manualne?
Wybór środka chemicznego jest nierozerwalnie związany z technologią aplikacji. To tutaj najczęściej dochodzi do konfliktów na linii skuteczność–bezpieczeństwo.
Systemy zamknięte (CIP – Cleaning in Place) dają technologom największe pole manewru. Dzięki izolacji procesu możemy stosować agresywne koncentraty o skrajnym pH, które w kontakcie ze skórą byłyby niebezpieczne. W systemach CIP kluczowa jest jednak kontrola pienności: nadmiar piany może prowadzić do kawitacji przepływającego medium w pompach i błędnych odczytów czujników konduktometrycznych.
Mycie ręczne (COP – Cleaning out of Place) rządzi się innymi prawami. Tutaj priorytetem jest BHP (bezpieczeństwo i higiena pracy). Przejście na preparaty neutralne lub tylko lekko zasadowe/kwaśne nie musi oznaczać spadku skuteczności. Nowoczesne formulacje wykorzystują synergię surfaktantów i chelatantów, które nadrabiają brak „siły uderzeniowej” skrajnego pH, chroniąc jednocześnie układ oddechowy i skórę operatora.
pH to nie wszystko – rola surfaktantów i walidacji
Często pomijanym aspektem jest łatwość wypłukiwania detergentu. W przemyśle farmaceutycznym obserwujemy rosnący trend stosowania środków myjących wolnych od surfaktantów. Dlaczego? Ponieważ substancje powierzchniowo czynne, choć skuteczne, mogą być niezwykle trudne do usunięcia z mikroporów stali i uszczelnień elastomerowych.
Pozostałości detergentu mogą negatywnie wpływać na wyniki analiz TOC (Total Organic Carbon) podczas walidacji czyszczenia. Wybór środka, który jest „łatwo wypłukiwalny”, drastycznie skraca czas płukania końcowego, co przekłada się na realne oszczędności wody.
Optymalizacja parametrów: Koło Sinnera w praktyce produkcyjnej
Skuteczność procesu mycia to wypadkowa czterech zmiennych, które muszą zostać zwalidowane:
- Temperatura: Wyższa temperatura zazwyczaj przyspiesza reakcje chemiczne i upłynnia tłuszcze, ale w przypadku niektórych białek może prowadzić do ich denaturacji i „przypalenia” do powierzchni.
- Działanie mechaniczne: W CIP to siła przepływu (turbulencja), w myciu ręcznym – szorowanie.
- Stężenie chemii: Musi być precyzyjnie dozowane. Złudne przekonanie, że „więcej znaczy lepiej”, prowadzi jedynie do problemów z płukaniem i degradacji uszczelek.
- Czas kontaktu: Preparaty czyszczące potrzebują czasu na fizyczną penetrację struktury osadu.
- Najczęstsze błędy i pułapki audytowe
Praktyka audytowa pokazuje, że najsłabszym ogniwem jest często etap dezynfekcji. Powszechnym błędem jest próba dezynfekcji powierzchni, która nie została uprzednio dokładnie umyta. Pozostałości organiczne mogą tworzyć barierę ochronną dla mikroorganizmów, czyniąc środki biobójcze nieskutecznymi.
Kolejnym aspektem jest kompatybilność materiałowa. Agresywna chemia, niedobrana do rodzaju stali czy elastomerów (EPDM, PTFE, silikon), prowadzi do mikrouszkodzeń powierzchni, które stają się idealnym miejscem do rozwoju biofilmu.